
The in-process metrology thrust has two primary goals:
- Integrate non-contact sensing technology with design principles of reconfigurable machines to develop reconfigurable inspection machine prototypes ready for technology transfer
- Bring metrology from the lab to the plant floor to enable automated, 100% inspection and metrology on manufactured parts
Ongoing research involves development of advanced data analysis algorithms for non-contact inspection and metrology, machine design for inspection, and non-contact sensor development and benchmarking.
The main projects in the In Process Metrology thrust area are listed below with brief descriptions and a links to detailed presentations. An overview of all projects can be obtained from the following link: In-Process Metrology Overview (overview.ppt)
RESEARCH PROJECTS
Current Projects
 Cylinder Bore Inspection
Cylinder Bore Inspection
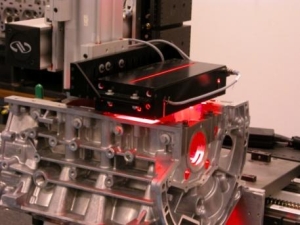
The surface finish of cylinder bores in internal combustion engines is a very critical parameter with regard to engine performance. The presence of residual boring marks in the cylinder after the honing process is a well known production problem amongst automotive manufacturers. This problem results in engines that knock, squeak, burn oil, and generally perform badly enough to result in customer return. The current detection method of visual inspection is inadequate, resulting in many faulty engines. A system using laser scattering has been developed to provide a more reliable and objective method for the detection of this problem. A full scale prototype was built and demonstrated.
Click here for detailed presentation (CylinderBore.ppt)
 In-Line Engine Valve Seat Inspection
In-Line Engine Valve Seat Inspection
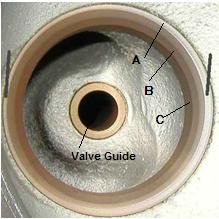
The geometry of valve seats is critical in order to ensure leak proof operation of the engine especially during the compression and combustion strokes. Valve seats typically comprise three to four conical sections of different solid angles. Accurate angles, lengths, roundness and run-out with respect to the valve guide ensure leak proof operation. Therefore it is necessary to perform 100% measurement on these features. This is achieved using a non-contact point based sensor that will measure several cross sections of the valve seat. The acquired data will be used to evaluate the geometrical features of the valve seat.
Click here for detailed presentation (ValveSeat.ppt)
 Small Diameter Bore Porosity Inspection
Small Diameter Bore Porosity Inspection
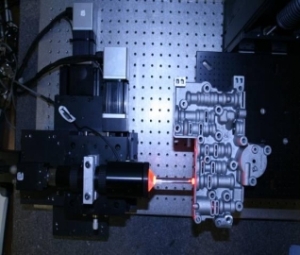
Porosity in parts such as automatic transmission valve bodies that are over 500 microns in size may cause leakage and related problems. Detecting porosity in small diameter bores is a challenge because of the size limitation. Currently many borescopes can access bore sizes less than 1mm diameter, but none of them can be used for precision in-line measurement. Therefore it is absolutely necessary to develop a new methodology to inspect the inner surface of small bores. This is achieved by a combination of conical optical lens and area CCD and a specially designed line scan algorithm.
Click here for detailed presentation (SmallBore.ppt)
 Reconfigurable Turbine Blade Finishing
Reconfigurable Turbine Blade Finishing
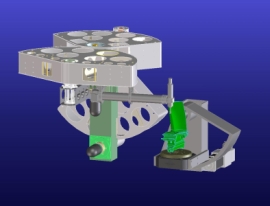
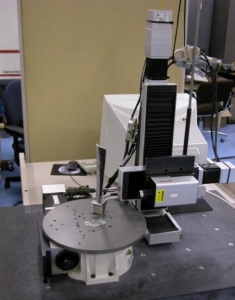
This project proposes an innovative automated machine for turbine blade manufacturing that combines a robotic material removal and surface finishing device with a precision measuring system. Western Robotics’ Touch Robot will be integrated with a precision, fixtureless, non-contact coordinate measuring machine (Figure 1). Instead of part measuring being a mere verification operation, it will direct the robot to necessary work and provide feedback to achieve higher precision. The objective is to develop a device that achieves the same flexibility and adaptability as a human worker with the precision of a dedicated, purpose-built machine tool. The integrated system allows completing the full production and inspection cycle of a complex part without removing it from its fixture. It has a great potential of quality improvement as well as of reduction of production costs. By promoting the Lean Manufacturing concept of “quality at the source,” this new approach will have a substantial impact on industry and the US economy.
Click here for detailed presentation (Turbine.ppt)
Completed Projects (partial list)
 Reconfigurable Inspection Machine
Reconfigurable Inspection Machine
The goal of the project was to develop algorithms to expand the capability of in-line, non-contact inspection technologies such as machine vision and laser measurement. This includes the development of new surface defect inspection technologies, precision volume measurement, part geometry measurement and inspection systems with greater flexibility. Implementation of these technologies will improve quality and reduce cost by automating subjective and time-consuming manual inspections. Significant challenges include the development of rapid alignment algorithms which reduce the impact of hardware imprecision, and minimization of the number of false detections and missed detections of surface defects. A new “tilted lighting” approach is used to reduce false detections while using machine vision to detect surface defects. A two-month evaluation of the surface defect inspection technology was evaluated at a GEMA (Global Engine Manufacturing Alliance) plant, which demonstrated the effectiveness of our method. The RIM was also successfully implemented in the GM Flint plant. Novel real-time automatic alignment algorithms for machine vision in order to accommodate fixture variations improve system flexibility.
Click here for detailed presentation on geometry inspection (RG.ppt)
Click here for detailed presentation on porosity inspection (RP.ppt)
 Inspection of Complex Surfaces
Inspection of Complex Surfaces
The goal of this project was to develop new methodologies and algorithms for fixtureless non-contact inspection of complex surfaces. Fixtureless inspection of complex surfaces requires the alignment of the coordinate system of a part’s CAD model to the measurement coordinate system. Traditionally, this is accomplished through the use of a precision fixture or special datum features, which are not always available when inspecting complex surfaces. A methodology for in-line automatic fixtureless alignment of an inspected part to its CAD model was developed to improve the speed of flexibility of the inspection process. A method for in-line sensor path planning that ensures constant sensor standoff control was developed. This method was implemented on a 4-axis test bed and validated on objects with complex surface geometry. Finally, a broad survey on high-precision, non-contact sensors, which included probe performance testing methods used by non-contact probe manufactures was completed.
Click here for detailed presentation (BIM.ppt)
Contacts
 | Reuven Katz, Thrust Area Leader
|
 | En Hong, Research Investigator
|